")
")

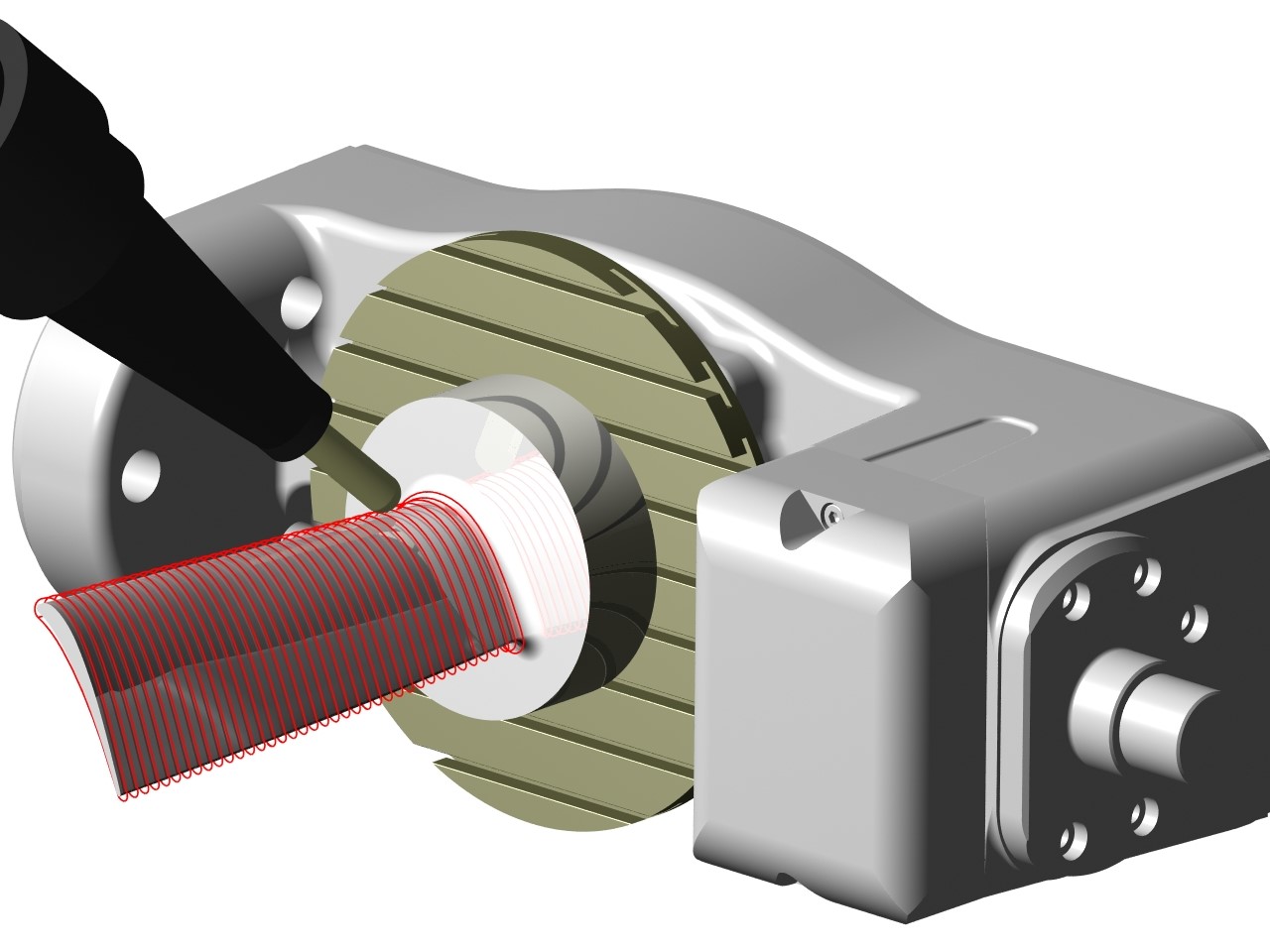
Konturenbezogenes, 5-achsiges Simultanfräsen
Umgeformte Werkstücke (z.B. Tiefziehformen) können mittels Konturen und Richtungsanstellung individuell beschnitten werden. Fasen an Freiformkörpern werden erzeugt, indem ein Fräser senkrecht zur Fläche entlang einer 3D-Fasen-Kontur geführt wird. Formschräge Flächen werden gewöhnlich abgewalzt. Die Seitenflanke des Fräsers fährt dabei entlang den Neigungsflächen, geführt von einer Kontur (auch inkremental). Gravur- und Ausspitzen-Bahnen, die projiziert oder zylindrisch, kugel- und kegelförmig (auch doppelt gekrümmt) verformt werden, können natürlich auch 5-achsig simultan abgefahren werden.
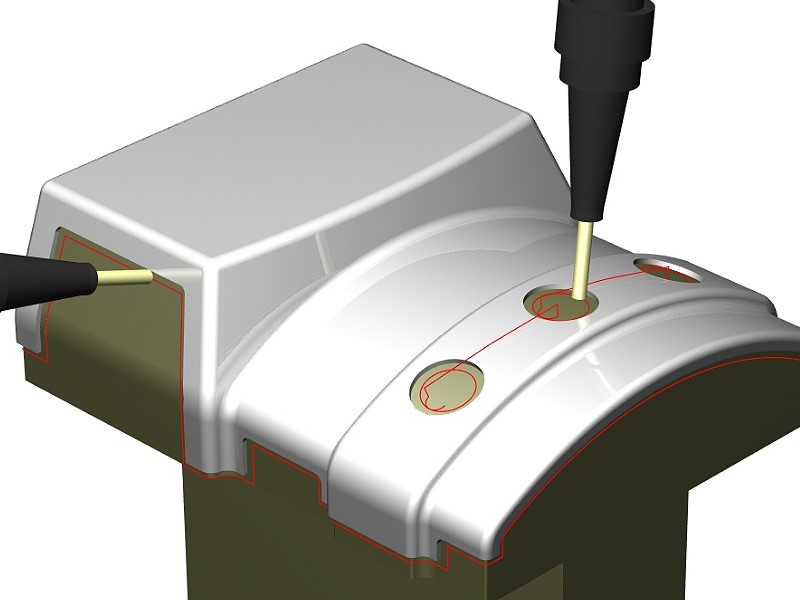
5-achsiges Simultan-Schlichten
Steilflanken (einschließlich Hinterschnitten) können mit seitlicher Werkzeuganstellung und geringer Einspannlänge z-konstant geschlichtet werden. Flacher geneigte Freiformflächen werden gewöhnlich konturenorientiert geschlichtet, ausgehend von einer oder mehreren Führungskonturen. Wird ein maximaler, seitlicher Anstellwinkel gesetzt, ist diese Methode auch ideal für die Beseitigung von Restmaterial an kleinen Radien innerhalb tiefer Taschen. Andere Schlichtstrategien, u.a. einschließlich des 4-achsigen zylindrischen, achsenparallelen sowie dem Nutfräsen (Schruppen Schlichten), werden ebenso angeboten.
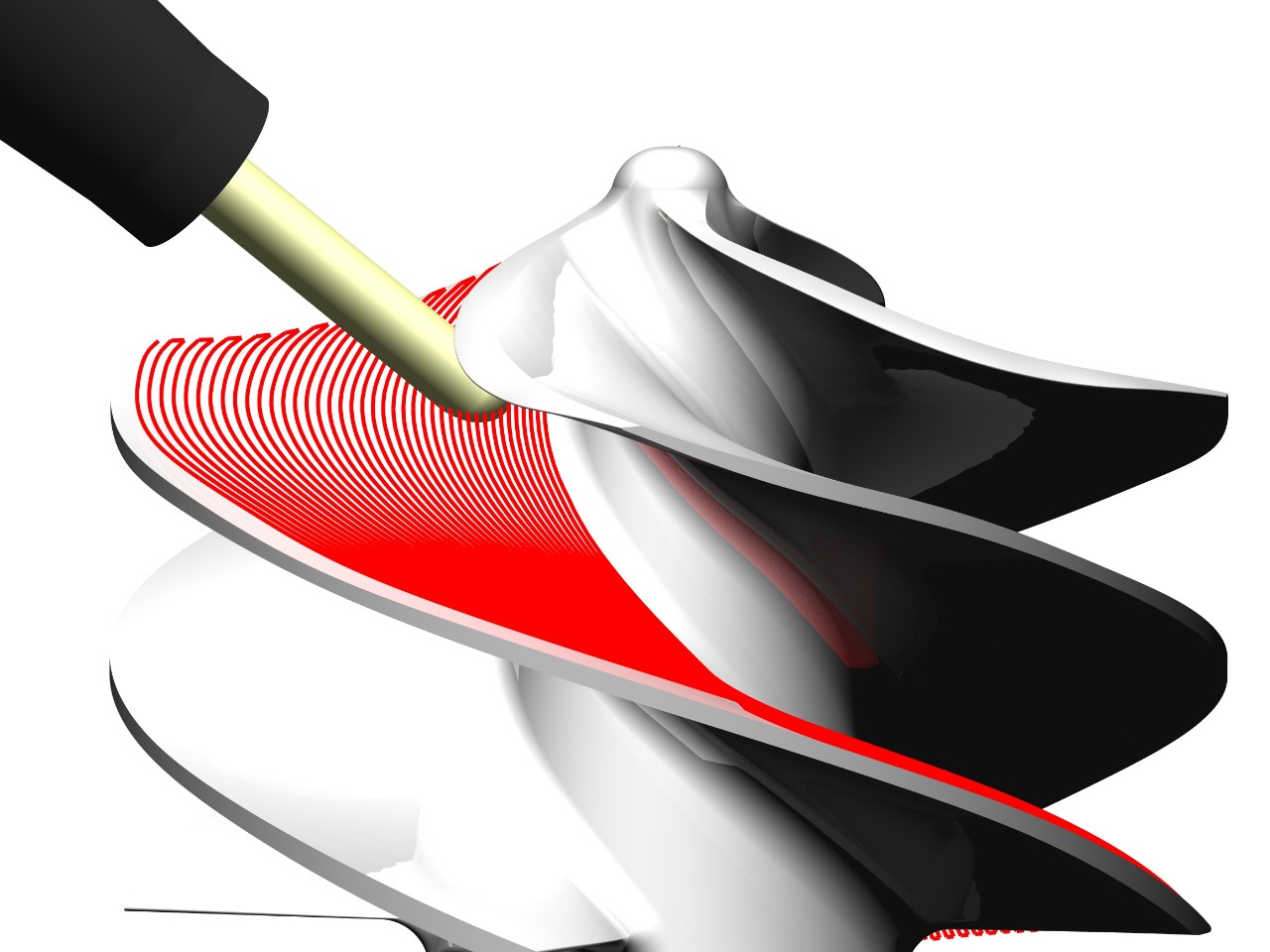
Manuelle Kontrolle der Anstellrichtung des Werkzeugs
Mit Hilfe des Normalen-Vektor-Richtungs-Symbols kann an kritischen Engstellen von Freiformen (z.B. zwischen Impeller-Blättern) die Anstellrichtung des Werkzeugs, abweichend von der Flächennormalen, manuell verändert werden. Sind mehrere solche Richtungsvektoren entlang einer Kontur gesetzt, wird die Werkzeugrichtung zwischen diesen kontinuierlich interpoliert. Diese Methode ist auch sehr hilfreich bei facettierten Freiformkörpern (z.B. STL-Maschen), um exzessive Werkzeugbewegungen zu unterdrücken.